خط إعادة تدوير الإطارات
من ويكيبيديا، الموسوعة الحرة غير مفحوصة
غير مفحوصة
[عدل] مميزات خط الإنتاج
من أهم مميزات خط إعادة تدوير الإطارات أنه مرن حيث يلبي حاجات معظم الأسواق بأحجام مختلفة من المطاط بالإضافة الي أنه يستخرج من عملية إعادة التدوير الحديد السكراب أيضا.
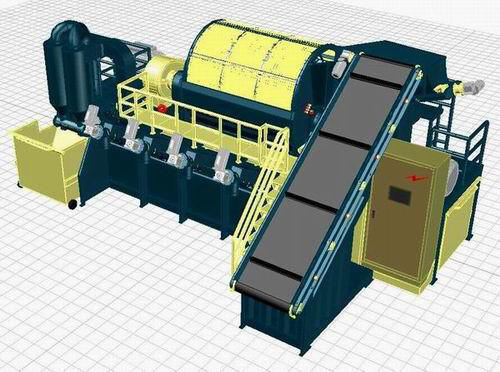
خط الإنتاج من الخلف والخط يعمل بنظام تقطيع فريد لتقطيع الإطارات من الحجم الكامل الي بودرة في مرة واحدة عن طريق 2 موتور كهربي كل منهما 90 ك.وات وباستخدام الشبكة الدوارة حيث تعمل الشبكة في نظام التقطيع علي تمرير البودرة الأقل من 3 مم بينما تعيد الحجم الأكبر الي نظام التقطيع مرة أخرى ليتم تقطيعها الي حجم أصغر بمعدل إنتاج يتجاوز 2500 كجم للساعة. كما تعمل الشبكة الدوارة علي فصل الأسلاك أولا بأول عند إنفصالها من الإطارات مما يتيح استخدام وحدة فصل مغناطيسي واحدة لفصل كل السلك الموجود حيث أننا كنا نضطر لاستخدام أكثر من وحدة فصل مغناطيسي للفصل بعد التقطيع ثم الفصل بعد الفرم، ولما تم دمج مراحل التقطيع والفرم في مرحلة واحدة لم تعد هناك حاجة لأكثر من وحدة فصل مغناطيسي واحدة. كما أن الخط مزود بنظام غربلة وتعبئة البودرة الناتجة بمقاسات مختلفة ويتم برمجة حجم العبوات من وحدة التحكم فيتم ملء العبوات الخارجية حتي الحجم المطلوب ثم تتوقف عملية الملء ويتم تجميع البودرة في قادوس داخلي في نظام التعبئة لحين تبديل العبوة بأخرى فارغة ثم يتم الضغط علي زر معين بجوار العبوات لإعادة عملية التعبئة. ووحدة فصل الألياف والنايلون تعمل علي محبس هوائي يدار بموتور كهربي يعمل علي تفريغ النايلون والألياف الناتجة من الخط أولا بأول في صندوق تجميع خارجي يتم تفريغة كل فترة وأثناء تفريغ الصندوق يتم إيقاف ذلك المحبس الهوائي لمنع تساقط النايلون علي الأرض ويتم تجميعه في داخل السيكلونات لحين تفريغ الصندوق الخارجي ثم الضغط علي زر التفريغ لإعادة التشغيل مرة أخرى. وكذلك وحدة الفصل المغناطيسي مزودة بجيب صغير ينزل آليا ليعمل علي تجميع السلك فيه أثناء تفريغ صندوق السلك الخارجي ثم يتم رفع ذلك الجيب وتفريغ السلك الي الصندوق الخارجي آليا بمجرد إدخال الصندوق في مكانه. وهيكل تجميع الخط له تصميم فريد حيث يسمح بسحب أي وحدة من وحدات الخط بسهولة وسرعة دون الحاجة لفك أي وحدة أخرى حيث أن الوحدات والأنظمة في الخط يتم تركيبها علي الهيكل في مجاري خاصة في شكل أدراج يتم سحبها وإعادتها بسهولة وسرعة مما يسهل عمليات الصيانة والنقل والتركيب.
[عدل] المواصفات الفنية العامة لخط الإنتاج
- أبعاد خط الإنتاج 7,5 م طول و 4 م عرض و 3,5 م ارتفاع
- مساحة الأرض المطلوبة 20م * 10م و6 متر ارتفاع بخلاف أماكن التخزين والإدارة
- عدد العمال المطلوب 3 عمال في 8 ساعات
- الطاقة الإنتاجية للخط 2500 كجم للساعة من الإطارات الداخلة للخط
- نظام تغذية الإطارات يتم برمجته علي المعدل المطلوب حسب مقاسات الإطارات المستخدمة
- نظام تقطيع وفرم الإطارات الي 3 مم في مرحلة واحدة بطاقة 2500 كجم للساعة
- نظام لفصل النايلون والألياف وفلترة الهواء منها وعزلها في صناديق خارجية
- وحدة فصل مغناطيسي لفصل الأسلاك في صناديق خارجية
- نظام لغربلة البودرة الي مقاسات مختلفة وتعبئتها في عبوات متساوية يتم برمجتها في برنامج الخط
- الخط مزود بنظام تبريد وضخ الماء في خط الإنتاج
- متوسط استهلاك المياه 100 لتر لكل ساعة
- متوسط استهلاك الكهرباء 222 ك.وات للساعة
- الوزن الكلي للخط حوالي 25 طن
- وحدة تحكم مركزية مجمعة لتشغيل كل أنظمة الخط مزودة بشاشة تعمل باللمس ونظام محاكاة للخط
[عدل] الأنظمة الداخلية لتشغيل خط الإنتاج
1. نظام التغذية ويتكون من سير التغذية بعرض 90 سم وطول 4 متر ومحمل علي قاعدة خاصة ويعطي السير الي وحدة هزازة تعمل علي دوران الإطار الي الوضع المناسب لتلقيمه الي نظام التقطيع. 2. نظام التقطيع ويتكون من محورين للتقطيع وعليهما السكاكين القاطعة بالتصميم الخاص لكل سكينة ويؤدي ذلك التصميم الخاص الي تقطيع الإطارات الي 3 مم في مرحلة واحدة بالإضافة الي مساعدة هيكل نظام التقطيع في إعادة توجيه بودرة المطاط الي السكاكين. 3. نظام الشبكة الدوارة ويعمل علي تمرير بودرة المطاط الأقل من 3 مم الي المراحل التالية بينما يعيد القطع الأكبر من 3 مم الي نظام التقطيع مرة أخرى وهو عبارة عن شبكة من نصفين يمكن فكها وتركيبها دون فك أي جزء آخر من الخط. 4. نظام فصل النايلون والألياف ويتكون من وحدة سحب الألياف والنايلون من الخط أثناء مرور البودرة عليها ووحدة فلترة الهوء وفصل الألياف منه قبل إخراجه الي الهواء الخارجي ووحدة تجميع البودرة بعد فصل الألياف منها. 5. نظاف الفصل المغناطيسي وهو عبارة عن مغناطيس دائم يتم تركيبه في وحدة الفصل المغناطيسي ويتم تركيب الوحدة في خط الإنتاج علي مجاري خاصة بها بالإضافة الي وجود صندوق خاص لتجميع السلك من وحدة الفصل المغناطيسي. 6. نظام فرز البودرة الي مقاسات مختلفة وهو عبارة عن وحدة هزازة لغربلة البودرة وشبكات غربلة بمقاسات مختلفة يمكن تغييرها عند الحاجة الي مقاسات مختلفة 7. نظام التعبئة وهو عبارة عن مجموعة من البراريم الناقلة لكل مقاس من مقاسات البودرة الناتجة وكل بريمة لها حاوية خاصة بها والتي تعمل أليا أثناء تبديل العبوات. 8. نظام التبريد ويعمل علي التحكم في تبريد السكاكين القاطعة في مناطق مختلفة منها. وكل منطقة من السكاكين لها ضغط مياه خاص ومعدل تصريف مختلف كما يعمل نظام التبريد أيضا علي التحكم في ملء وتفريغ خزان المياه من المضخة أو من مصدر خارجي. 9. نظام التحكم الإلكتروني بالخط ويتكون من لوحة تحكم يتم تشغيلها من شاشة تعمل باللمس ويظهر عليها الخط بصورة متحركة تحاكي حركة وحدات الخط ويتم الضغط علي الشاشة لتشغيل وحدات الخط أو إيقافها هذا بالإضافة الي مسارات خاصة للكابلات والتي يتم تجميع الكابلات فيها أثناء التصنيع ولا يتم فكها بعد ذلك أثناء الشحن. 10. مسارات التركيب والصيانة وهي سلالم وممرات علي خط الإنتاج تسهل عمليات متابعة الإنتاج وعمليات الصيانة وتركيب قطع الغيار الدورية.
[عدل] أولا : نظام تغذية الإطارات إلى خط الإنتاج
صورة لنظام تغذية الإطارات لخط الإنتاج
يبدأ نظام تغذية الإطارات في خط الإطارات من السير الناقل بعرض 90 سم وطول 4م وهو محمل علي قاعدة خاصة يمكن تغييرها كقطعة غيار منفصلة. ويدار السير من موتور كهربي 3 حصان ومخفض سرعة 1/100 وجهاز تحكم في سرعة السير ويمكن التحكم في السرعة من 7متر/ق إلي 14متر/ق وهو يعادل معدل تغذية من 2000 إلي 3000 كجم في الساعة تقريبا حيثث أن متوسط وزن الإطار يبلغ 8 كجم وقطر الإطار حتي 90 سم. والسير مزود بعوارض أفقية بارتفاع 7 سم وموزعة علي كل 90 سم من طول السير وهي تستخدم كمقياس لمعدل وضع الإطارات علي السير ويتم التحكم في سرعة السير من خلال لوحة التحكم لزيادة السرعة لتناسب حجم الإطارات المتسخدم إن كانت أقل من الحجم المطلوب. وارتفاع السير عن الأرض من بداية التغذية هو 80سم وهو مناسب لحركة عمال التغذية كما أن ميل السير هو 35 درجة مما يسمح بقوة إحتكاك عالية تمنع إنزلاق قطع المطاط الصغيرة في حالة تغذية الخط بقطع صغيرة موجودة بالموقع. وبعد تغذية الإطار إلي خط الإنتاج يتم تعديل وضعه عن طريق وحدة الناقل اهزاز وتعمل علي إدخال الإطار إلي خط الإنتاج في وضع رأسي لتسهيل عملية التقطيع. والناقل الهزاز محمل علي قاعدة مرتفعة تسمح بعمليات الصيانة للأجزاء السفلية من خط الإنتاج كما تعمل علي ضبط ميل الناقل الهزاز علي 20 درجة وهي الزاويه المناسبة لعملية النقل. ويتم إدارة وحدة الناقل الهزاز من موتور كهربي 2 حصان ومخفض سرعة 1/3 وهو يسمح بسرعة خطية للناقل تعادل 3.5 متر/ق. كما تعمل وحدة الناقل الهزاز كقادوس علوي يمكن تفريغ قطع صغيرة فيه ثم يتم إدخالها آلياً إلي خط الإنتاج مع الإطارات الداخلة حيث تعمل وحدة الناقل الهزاز مع وحدة السير الناقل السابق ضمن نظام تغذية الإطارات إلي خط الإنتاج كما نعمل علي التحكم في معدل التغذية أيضا. .وقاعدة الناقل الهزاز مزودة بمسار جانبي وسلم صعود علوي يستخدم في عملية متابعة الإنتاج كما يستخدم في عمليات الصيانة الدورية.
صورة لجهاز تشغيل الناقل الهزاز
[عدل] ثانيا : نظام تقطيع وطحن الإطارات
صورة لنظام تقطيع وطحن الإطارات في خط الإنتاج
بعد نظام التغذية لخط الإنتاج يأتي نظام التقطيع والطحن وهو نظام يعمل علي تقطيع وطحن وفرم الإطارات من الحجم الكامل إلي أقل من 3مم في وحدة واحدة من وحدات خط الإنتاج وهي وحدة التقطيع. وقد تم تصميم وإنتاج هذا النظام بعد تنفيذ العديد من خطوط الإنتاج بالطرق التقليدية وملاحظة النتائج ليكون هذا التصميم لنظام التقطيع بمثابة قفزة جديدة في مجال تدوير الإطارات. فهذا النظام يعمل علي محورين من الصلب عالي الجودة بطول 220سم وبمواصفات خاصة ويتم تركيب 68 سكينة قاطعة علي المحاور بـ 20 تصميم مختلف للسكاكين حيث تعمل هذه التصميمات المختلفة علي تقطيع الإطار الكامل إلي أقل من 3مم في مرحلة واحدة. ويتم إدارة كل محور من المحورين من موتور كهربي مستقل بقوة 90 ك.وات كما يتم تخفيض السرعة لكل موتور إلي 30 لفة/ق مما يتيح تقطيع أكثر من 2500 كجم من الإطارات في الساعة الواحدة بهذا النظام. ونظام تقطيع الإطارات بالتصميم الجديد يغني عن كل مراحل التقطيع القديمة والتي كانت تستلزم ماكينة تقطيع أولية تقطع الإطارات الي 50 مم ثم ماكينة تقطيع ثانوية لتقطيع القطع السابقة من مقاس 50 مم الي مقاس 16 مم ثم ماكينة فرم لفرم القطع السابقة من مقاس 16 مم الي 5 مم وأخيرا ماكينة طحن لطحن القطع السابقة من 5 مم الي أقل من 3 مم. وقد تم الاستغناء عن كل هذه الوحدات والماكينات في خط الإنتاج الجديد باستخدام نظام التقطيع الجديد والذي يعطي معدل تقطيع أعلي واستخدام طاقة كهربية أقل وحجم أصغر لخط الإنتاج. وأثناء عملية الصيانة وتغيير السكاكين يتم فك نصف الشبكة العلوي للشبكة الدوارة وفك القادوس الداخلي فقط ثم يتم رفع المحور المطلوب من خط الإنتاج كقطعة واحدة وبعد تغيير السكاكين وضبط المحور خارج خط الإنتاج يتم إعادته إلي مكانه ثم تركيب القادوس العلوي ونصف الشبكة العلوي دون الحاجة إلي فك أو تركيب وصلات المياه أثناء الصيانة. وبالتوازي مع عملية التقطيع يعمل نظام آخر وهو نظام التبريد حيث يتم ضخ رزاز مياه علي السكاكين القاطعة بضغوط مختلفة وكميات متفاوتة حسب تصميم السكاكين ويعمل هذا النظام علي تبريد السكاكين دون إغراق بودرة المطاط بالماء ودون الحاجة إلي خط مياة لتصريف المياه الزائدة.
[عدل] ثالثا : نظام الشبكة الدوارة
صورة للشبكة الدوارة مع نظام التقطيع
وتعمل بالتوازي مع وحدة التقطيع وحدة أخرى وهي وحدة الشبكة الدوراة حيث تعمل هذه الوحدة علي تمرير قطع المطاط أقل من 3 مم الي باقي خط الإنتاج بينما تعيد القطع الأكبر إلي وحدة التقطيع مرة أخرى. ووحدة الشبكة الدوارة مصنعة من نصفين متماثلين لتسهيل عملية الفك والتركيب كما أنها مصنعة من هيكل من مقاطع الصلب ومثبت عليه مجموعة من الشبكات المتماثلة لتسهيل عملية تغيير الشبك في عمليات الصيانة. وتدار الشبكة الدوارة من موتور كهربي 2 حصان ومخفض سرعة1/8 مما يؤدي في النهاية إلي دوران الشبكة بسرعة دوران 10 لفة/ق. كما أن الشبكة الدوارة محكمة الغلق من الجوانب حتي تمنع خروج المطاط إلي باقي خط لإنتاج إلا من خلال فتحات الشبكة فقط وهي 3مم وبذلك نضمن مقاسات البودرة الناتجة من خط الإنتاج بالإضافة إلي ضمان خروج السلك الناتج من السكاكين أولا بأول فور إنفصاله من المطاط مما يطيل عمر السكاكين ويسمح باستخدام وحدة فصل مغناطيسي واحدة. والشبكة الدوارة مزودة بغطاء خارجي سهل الفك والتركيب يستخدم أثناء عمليات الصيانة وتغيير الشبكة كما أن الشبكة مزودة بقادوس داخلي يعمل علي توجيه القطع المعاد تقطيعها إلي منطقة السكاكين بدلاً من وقوعها علي الشبكة مرة أخرى.ويساعد في عملية رفع قطع المطاط من أسفل السكاكين إلي أعلي السكاكين مرة أخرى العوارض الأفقية في الشبكة الدوارة وهي تعمل كدعامات للشبكة بالإضافة إلي كونها عوارض رفع المطاط إلي سكاكين التقطيع مرة أخرى.
[عدل] رابعا : نظام عزل الألياف والنايلون
صورة لنظام عزل الألياف والنايلون
بعد تقطيع الإطارات إلي بودرة أقل من 3مم تنتقل البودرة إلي نظام جديد من أنظمة خط الإنتاج وهو نظام فصل الألياف حيث يتم فصل خيوط النايلون والقطن والألياف من بودرة المطاط. ويبدأ عمل نظام فصل الألياف بوحدة السحب وهي تعمل علي سحب الألياف من البودرة أثناء خروجها من نظام التقطيع وقبل نزولها إلي باقي مراحل خط الإنتاج حيث يعمل هذا النظام علي سحب الألياف وهي في الهواء قبل نزولها إلي المرحلة التالية. ويساعد علي عملية سحب الألياف الزوايا الخاصة بوحدة السحب حيث تتكون من عدد من فتحات السحب المتصلة بوحدة شفط الهواء وتعمل هذه الفتحات علي سحب الألياف والنايلون فقط دون سحب بودرة المطاط معها ويتم ضبط ذلك من خلال وحدة التحكم للخط.كما تساعد وحدة السحب أيضاً علي سحب الغبار والأتربة الناتجة أثناء عملية التقطيع مما يؤدي إلي مطاط خالي من الشوائب والأتربة. وبعد سحب الألياف والنايلون تمر هذه الألياف مع الهواء في وصلات خاصة حتي تصل إلي وحدة فلترة الهواء وهي وحدة تعمل ضمن نظام عزل الألياف في خط الإنتاج.وتعمل وحدة فلترة الهواء عن طريق تمرير الهواء علي سيكلونات بتصميم خاص يسمح بمرور الهواء فقط بينما تقوم السيكلونات بفصل الألياف وإخراجها إلي صندوق خارجي للألياف ويتم إخراج الهواء نظيفاً وخالياً من الشوائب إلي الهواء الجوي وبذلك يصبح خط الإنتاج مطابق لمواصفات سلامة البيئة. وبالإضافة إلي السيكلونات يتم إضافة فلتر هواء علي فتحة خروج الهواء من بلاور السحب وذلك بمثابة تأكيد نظافة الهواء الخارج من أي ملوثات. ويعمل بلاور السحب علي سحب الهواء من خط الإنتاج بداية من وحدة سحب الألياف من البودرة مروراً بالسيكلونات عبر الوصلات الخاصة حتي ينتهي الهواء بالفلتر إلي الهواء الجوي. ويعمل البلاور علي موتور كهربي 20 حصان بسرعة 2800 لفة/ق ويتم التحكم في السرعة وبالتالي ضغط السحب من خلال وحدة التحكم في خط الإنتاج وذلك حتي يتم التحكم في سحب الألياف دون سحب بودرة المطاط معها. ولكي يتم إخراج الألياف من دائرة الهواء بطريقة مستمرة يتم تركيب محبس هوائي دوار علي خرج السيكلونات ويتم إدارة المحبس الهوائي من موتور كهربي 2 حصان بالإضافة إلي مخفض سرعة1 /8 حيث يعمل هذا المحبس علي إخراج الألياف من الدائرة أثناء التشغيل ودون دخول الهواء إلي السيكلونات. ويتم تشغيل المحبس الهوائي من زر التشغيل الموجود بجوار السيكلونات ويستمر عمل هذا المحبس حتي يتم ملء الصندوق بالألياف فيتم إيقاف المحبس آلياً مع سماع صوت تنبيه ورؤية إشارة ضوئية لتفريغ الصندوق من الألياف وإعادته مرة أخرى ثم الضغط علي زر التشغيل مرة أخرى لمواصلة عملية التفريغ. وأثناء عملية تبديل صندوق الألياف وتوقف المحبس الهوائي فإن نظام سحب الألياف لا يتوقف عن العمل حيث يتم تخزين الألياف في الجزء السفلي من السيكلونات لحين تشغيل المحبس الهوائي وإلا فإن المحبس سيعمل تلقائياً عند وصول الألياف في السيكلونات إلي مستوي معين في حالة تأخير تبديل الصندوق الخارجي.
[عدل] خامسا : نظام الفصل المغناطيسي
بعد فصل الألياف من بودرة المطاط يتم تجميع البودرة من وحدة سحب الألياف عن طريق ناقل هزاز بعرض 125 سم وطول 250 سم وهو بنفس مساحة وحدة سحب الألياف. ويتم تركيب الناقل الهزاز في شكل درج جانبي في هيكل خط الإنتاج وذلك لتسهيل عمليات التركيب وعمليات الصيانة. ويتم إدارة الناقل الهزاز من موتور كهربي 2 حصان مع مخفض سرعة 1/3 مما يسمح بنقل 2500 كجم من البودرة في الساعة الواحدة. وفي نهاية الناقل الهزاز يتم تثبيت وحده الفصل المغناطيسي وهي تعمل علي سحب الأسلاك من البودرة أثناء مرورها إلي المرحلة التالية في خط الإنتاج. وتعمل وحدة الفصل المغناطيسي عن طريق مغناطيس دائم يسحب الأسلاك من بودرة المطاط وعن طريق السير المطاطي المثبت في وحدة الفصل المغناطيسي يتم نقل الأسلاك إلي صندوق تجميع الأسلاك الخارجي ووحدة الفصل المغناطيسي مزودة بحاوية صغيرة في طرفها وتعمل هذه الحاوية علي تجميع الأسلاك فيها لحين تبديل صندوق التجميع الخارجي وبعد إدخال الصندوق في مكانه ترتفع هذه الحاوية آلياً وتفرغ ما فيها إلي صندوق التجميع وتظل مرتفعة حتي يتم ملء الصندوق فتصدر إشارة صوتية وضوئية من وحدة الفصل دلالة علي ملء صندوق تجميع الأسلاك وعند إخراج الصندوق لتفريغه تنزل هذه الحاوية آلياً لتمنع سقوط الأسلاك علي الأرض. ووحدة الفصل المغناطيسي يتم تركيبها من جانب خط الإنتاج في شكل درج جانبي وذلك لتسهيل عمليات التركيب والصيانة. وهي تعمل علي مغناطيس دائم بقطر 20سم وطول 116سم ويتم إدارة الوحدة من موتور كهربي 2 حصان ومخفض سرعة 1/8 مما يسمح بفصل كل الأسلاك الموجودة في بودرة المطاط وإنتاج مطاط خالي من السلك بنسبة 100%. ونظراً لاستخدام نظام تقطيع جيد فقد تم الإكتفاء بوحدة فصل مغناطيسي واحدة بدلاً من ثلاث وحدات في الأنظمة القديمة حيث كان يتم استخدام وحدة فصل مغناطيسي بعد ماكينة التقطيع لحماية ماكينة الفرم ووحدة فصل مغناطيسي أخرى بعد ماكينة الفرم وحدة فصل مغناطيسي ثالثة قبل مرحلة التعبئة. ولما تم دمج مرحلة التقطيع والفرم فإن وحدة الفصل المغناطيسي وحدها تكفي للعمل بينهما حيث يتم خروج السلك أولاً بأول من شبكة نظام التقطيع دون مرور السلك المنفصل علي السكاكين مرة أخرى. كما أن وحدة الفصل المغناطيسي يتم تركيبها ضمن نظام الفصل المغناطيسي وهو يعطي مباشرة نظام الفرز وبالتالي فليست هناك حاجة إلي تركيب وحدة فصل مغناطيسي أخرى قبل نظام الفرز والتعبئة.
[عدل] سادسا : نظام فرز بودرة المطاط
تركيب وحدة الفرز في خط الإنتاج
يعمل نظام فرز بودرة المطاط بعد نظام فصل الأسلاك من البودرة وبذلك يمكن فرز البودرة إلي مقاسات مختلفة مع ضمان خلوها من الأسلاك والألياف بنسبة 100% وهي نسبة مطابقة للمواصفات العالمية لبودرة المطاط. ويتم تركيب نظام الفرز في خط الإنتاج علي شكل درج أمامي أسفل وحدة الفصل المغناطيسي حيث تنتقل البودرة الناتجة بعد تجميعها من وحدة فصل الألياف وبعد خروجها من مرحلة الفصل المغناطيسي إلي وحدة الفرز. وتعمل وحدة الفرز عن طريق ناقل هزاز بعرض 125 سم وطول 4متر ومزود بأربعة فتحات من الأسفل لخروج البودرة بأربعة مقاسات مختلفة. ويتم تقسيم وحدة الفرز من أعلي إلي 4 غرف متساوية حيث يتم تثبيت شبكة علي الغرفة الأولي بمقاس ½ مم وهي تعمل علي فرز البودرة الأقل من ½ مم إلي الغرفة السفلية وخروجها من الفتحة الأولي وكذلك يتم تثبيت شبكة مقاس 1مم علي الغرفة الثانية وشبكة 2مم علي الغرفة الثالثة وباقي البودرة وهي حتما أقل من 3مم يتم خروجها من الغرفة الرابعة. ويعمل الجهاز الهزاز في الوحدة على تحريك البودرة للامام في وحدة الفرز وذلك يساعد على غربلة وفرز البودرة على الشبكة وكذلك انتقالها إلى الشبكة التالية بالإضافة إلى المساعدة على تجميع البودرة بعد الفرز في الغرف السفلية وإخراجها من فتحة واحدة لكل مقاس في نهاية كل غرفة ويتم إدارة الجهاز الهزاز لنظام الفرز من موتور كهربى 2 حصان ومخفض للسرعة بنسبة 1/3 وطاقة الفرز لهذا النظام هي 2500 كجم للساعة من بودرة المطاط. ويمكن تغير مقاسات شبكات الفرز باى مقاسات أخرى حسب الطلب بحيث لاتتجاوز 3 مم كما يمكن أيضا حذف أحد المقاسات وذلك بوضع شبكتين فقط بالمقاسات المطلوبة على أول وثاني غرفة وباقى البودرة تخرج من الغرفة الثالثة ولا يخرج شيء من الغرفة الرابعة.
[عدل] سابعا : نظام تعبئة بودرة المطاط
صورة نظام التعبئة لبودرة المطاط
يعمل نظام التعبئة على تجميع البودرة الناتجة من وحدة الفرز على مقاسات مختلفة ويتم التجميع في قواديس خاصة اسفل النواقل البريمية الخاصة بنظام التعبئة وتعمل هذه النواقل البريمية على سحب البودرة من اسفل نظام الفرز ورفعها إلى مستوى التعبئه في العبوات التي يتم تجهيزها مسبقا لذلك بحيث يتم وضع العبوة اسفل فتحة حروج البراريم وعند الضعط على زر التعبئة بجوار كل بريمة يتم سحب البودرة من القادوس السفلى للبريمة إلى العبوة المطلوبة وعند الوصول إلى الحجم المطلوب يتم الضغط على زر الايقاف لايقاف عملية التعبئة وتبدل العبوة وأثناء ذلك يتم تجميع البودرة في القواديس السفلىة للبراريم. كما يمكن تشغيل نظام التعبئة علي النظام الآلي وذلك بضبط الحجم المطلوب لكل عبوة من وحدة التحكم الإلكترونية ويمكن ضبط كل مقاس بعبوات مختلفة الحجم عن المقاس الآخر وبعد عملية الضبط على النظام الالى يتم وضع العبوة أسفل البريمة وضغط زر التشغيل وعند ذلك ستعمل البريمة على سحب البودرة حتى الحجم المطلوب ثم توقف البريمة آليا مع صدور إشارة صوتية وضوئية خاصة بالبريمة ودلالة على تغير العبوة. ويتم معايرة الوزن المطلوب للعبوات بحساب الوقت اللازم لملء العبوة ثم يتم تشغيل المواتير لفترة صغيرة أثناء إمتلاء القواديس السفلية للبراريم ثم تقف البراربم عن العمل آليا عند إقتراب تفريغ تلك القواديس ثم تعمل البراريم مرة أخرى آليا وهكذا حتي يتم الوصول الي مدة التعبئة المطلوبة وبالطبع يتم إحتساب زمن الملء بينما يتم حذف زمن الإنتظار من الحساب وبذلك نحصل علي أوزان دقيقة ومتساوية للعبوات باستخدام هذا البرنامج للمعايرة والذي يتم برمجته في نظام التحكم الإلكتروني لخط الإنتاج. وبعد تغير العبوة يلزم الضغط على زر التشغيل مرة أخرى لتعبئة العبوة الجديدة وأثناء تغير العبوات يتم تجميع البودرة في القادوس السفلى ويكون ذلك لفترة محدودو يتم بعدها تشغيل البراريم آليا حتي في عدم وجود عبوة وذلك منعا لتكدس البودرة داخل خط الإنتاج مع صدور إشارة صوتية وضوئية لذلك. ويتم تثبيت البراريم على قاعدة خاصة بها دعامات على مقاسات محددة لتحميل البرايم وبها حاجز خارجى للفصل بين مكان التعبئة وباقى خط الإنتاج كما ان بها أماكن علوية لوقوف عمال الصيانة وتثبيت السور الخارجى لمسارات التجميع والصيانة والمتابعة الدورية. وتعمل البراريم على زاوية ميل 30 درجة مما يمنع تكدس البودرة داخل البراريم كما ان البراريم مصنعة بقطر 20 سم وطول 280 سم مما يسهل عملية سحب وتعبئة البودرة في البراريم. والبراريم مزودة بغطاء علوى يمكن فكه بسهولة لعملية صيانة البريمة من الداخل أو ازالة أي قطع صلبة قد تسقط فيها.
[عدل] ثامنا : نظام تبريد خط الإنتاج
يعمل نظام التبريد في خط الإنتاج علي تبريد السكاكين القاطعة مما يطيل عمر السكاكين كما أن تبريد السكاكين يمنع تسخين بودرة المطاط الناتجة وبالتالي يتم إنتاج بودرة مطاط جيدة وخالية من الروائح والأبخرة التي تنتج إذا إرتفعت درجة حرارة السكاكين. ويبدأ نظام التبريد من خزان للمياه سعة 1 متر مكعب يتم تثبيته في هيكل خط الإنتاج في شكل درج جانبي ويتم توصيله إلي خط الإنتاج عن طريق وصلات مرنه.وخزان المياه مزود بالفتحات القياسية للخزان وهي فتحة ملء الخزان من المضخة وفتحة ملء الخزان من مصدر خارجي وفتحة صيانة علوية. كما أن الخزان مزود بمبين لمستوي المياه في الخزان وعوامة داخلية لفتح وغلق محبس ملء الخزان آلياً. والخزان مزود بفتحة لمعادلة الضغط داخل الخزان أثناء سحب المياه أو أثناء ملء الخزان بالمياه بالإضافة إلي فتحات دائرة المحابس الخاصة بنظام لتبريد. ويستخدم مع خزان المياه مضخة مياه تعمل علي موتور كهربي 2 حصان وتعطي ضغط حتي 3 بار ويتم تشغيلها من لوحة التحكم العامة لخط الإنتاج. ويستخدم لتنظيم عملية التبريد شبكة من المحابس والوصلات بين خزان المياه والسكاكين القاطعة حيث يتم تقسيم مجموعة السكاكين القاطعة إلي 4 مجموعات يتم تبريد كل منهما علي حدة. وتعمل شبكة المحابس علي تنظيم عملية التبريد من المضخة أو يمكن عمل التبريد مباشرة من المصدر الخارجي عن طريق ضبط مجموعة المحابس. وشبكة محابس التبريد مزودة بصمام أمان يعمل آليا عند ارتفاع الضغط في الدائرة ويقوم بتصريف الضغط الزائد إلي الخزان مرة أخرى كما يستخدم صمام الأمان لضبط الضغط المطلوب داخل دائرة التبريد. وشبكة المحابس مثبتة علي خزان المياه ومزودة بالعلامات الداله علي كل محبس ووظيفته ويتم توصيل شبكة المحابس علي 4 خطوط تبريد حتي تصل إلي مجموعات السكاكين القاطعة. ومواسير التبريد يتم تثبيتها علي هيكل خط الإنتاج ويتم استخدام وصلات مرنة في نقط الاتصال بين الخزان والهيكل وبين قادوس نظام التقطيع والهيكل أيضاً. ونظام التبريد مزود بعدادات قياس لقياس الضغط الخارج من المضخة والضغط للمصدر الخارجي وكذلك الضغط في كل خط من خطوط التبريد الأربعة. ودائرة التبريد عموما يتم تغذيتها من مصدر مياه خارجي بقطر 1 بوصه والمواسير والوصلات والمحابس في باقي نظام التبريد بقطر ½ بوصه. ومتوسط استهلاك المياه في نظام التبريد حوالي 100 لتر كل ساعة ولا يوجد هالك أو مياه مرتجعة لنظام التبريد نظراً للتحكم بدقة في كمية المياه المطلوبة للتبريد.ويتم تركيب نظام التبريد أثناء تصنيع خط الإنتاج ولا يتم تفكيكه أثناء عملية نقل خط الإنتاج.
[عدل] تاسعا : نظام التحكم الإلكتروني في خط الإنتاج
صورة لنظام التحكم ومسارات الكابلات
يعمل في خط الإنتاج عدد 15 متور كهربي بقدرات مختلفة ويتم التحكم بها جميعاً من لوحة تحكم واحدة مثبتة علي هيكل خط الإنتاج ويتم ضبط وبرمجة خط الإنتاج من شاشة لوحة التحكم وهي شاشة خارجية تعمل باللمس وتظهر عليها مخططات لخط الإنتاج وصور متحركة لبيان إتجاهات دوران المحركات وإتجاه سير الإنتاج. كما أن شاشة التحكم تبين الأعطال فور حدوثها بالإضافة إلي بيان طريقة الصيانة حيث تم عمل برنامج كامل لخط الإنتاج بكل المتغييرات. ومن خلال شاشة التحكم يمكن تشغيل وإيقاف خط الإنتاج بأكمله بالضغط علي زر واحد كما يمكن تشغيل وإيقاف أي موتور علي حده. ويتم أيضاً من لوحة التحكم ضبط سرعة السير الناقل في نظام تغذية الإطارات في أول الخط كما يتم ضبط سرعة سحب الهواء في نظام فصل الألياف ويتم ذلك بضبط البرنامج من شاشة التحكم علي القيم المطلوبة. ويتم أيضاً ضبط مواتير تعبئة البودرة النهائية في البراريم وتفريغ الألياف من السيكلونات ويتم ضبطهما علي الأوزان المطلوبة لتعمل آلياً علي التوقف بعد الوصول إلي الوزن المطلوب ثم التشغيل آلياً إذا لم يتم تغيير العبوات في وقت محدد يتم ضبطه مسبقاً. وتتكون لوحة التحكم من الداخل من مجموعة من القواطع الكهربية وأنظمة الحماية لكل مواتير الخط حسب قدرة كل موتور وكذلك قواطع الحمايه العامة ووحدات البرمجة والتحكم في خط الإنتاج. ويتم تركيب لوحة التحكم علي هيكل خط الإنتاج بالإضافة إلي مسارات الكابلات الكهربية وهي مسارات بعرض 50سم وعمق 7 سم وهي تسير بطول خط الإنتاج مع إنحراف المسارات إلي أقرب نقاط للمواتير الموجودة بالخط. ومسارات كابلات الكهرباء مثبتة علي خط الإنتاج بشكل دائم ولا يمكن فكها ومزودة بمجموعة أغطية علوية يتم فكها وتثبيت الكابلات ثم تركيب الأغطية مرة أخرى. ومسارات الكابلات مزودة بفتحات جانبية أمام كل موتور يتم إخراج الكابل منها ثم يتم توصيل الكابل بالموتور المقابل لاحقاً أثناء تركيب خط الإنتاج في موقع التشغيل. وبالإضافة إلي استخدام مسارات كابلات الكهرباء لتركيب الكابلات فإنها تستخدم أيضاً كمشايات للصيانة وعمليات للمتابعة الدورية. ويتم تغذية لوحة الكهرباء في نظام التحكم من مصدر كهربي خارجي بطاقة 222 ك.وات /ساعة وبجهد 380 فولت ثلاثي الأوجه وتردد 50ذ/ث وبصفة عامة فإن خط الإنتاج لا يحتاج إلا إلي كابل كهرباء واحد بطاقة 222 ك.وات ومصدر مياه واحد قطر 1 بوصة وكمية مياه لا تقل عن 1000 لتر/ساعة.
[عدل] عاشرا : مسارات المتابعة والصيانة
صورة لمسارات المتابعة والصيانة
خط الإنتاج بصفة عامة مزود بعدد من المسارات تستخدم في عمليات المتابعة الدورية وعمليات الصيانة وتبدأ المساراتت بسلم جانبي يتم تثبيته علي هيكل خط الإنتاج يستخدم لمتابعة حركة سير التغذية ويستخدم كذلك للصعود إلي خط الإنتاج. وبمحاذاة خط الإنتاج يوجد مسار جانبي بعرض 75 سم وهو المستخدم لمسارات الكابلات أيضاً ويستخدم هذا المسار للوصول إلي صيانة مواتير البراريم كما يستخدم لمتابعة عمل الشبكة الدوارة وملاحظة خط الإنتاج بصفة عامة ولمتابعة عملية التغذية يوجد مسار جانبي وسلم سفلي يستخدم للصعود علي خط الإنتاج إلي منطقة مواتير الهزاز الناقل لنظام التغذية وموتور نظام التقطيع الأمامي. ويوجد مسار خلفي يستخدم لعملية صيانة وصلات المياه لنظام التبريد ووصلات الهواء لنظام سحب الألياف يتم الصعود إليه من سلم خلفي في نهاية خط الإنتاج ويستخدم هذا المسار أيضاً لصيانة موتور التقطيع الخلفي كما يستخدم لمتابعة عملية التقطيع بالنظر إلي السكاكين القاطعة من فتحة المتابعة الخلفية للشبكة الدوارة.
[عدل] نقل وتركيب خط الإنتاج
صورة للأجزاء المجمعة من خط الإنتاج أثناء الشحن
يتم نقل خط الإنتاج الي مكان التركيب في صورة شبه مجمعة حيث أن لوحة الكهرباء وأنظمة التبريد والتقطيع وفصل الألياف والنايلون وفصل الأسلاك ونظام غربلة البودرة كل ذلك يكون مجمعا في الخط سلفا قبل الشحن ويتبقي فقط مجموهة النواقل البريمية للتعبئة والحامل الخاص بها ومجموعة السيكلونات لفلترة الهواء ووصلاتها والسير الناقل والحامل الخاص به وسلم الصيانة كما يتم فك الشبكة العلوية الي نصفين ويتم تجميعهما بعد الشحن وأثناء تركيب الخط. وبصفة عامة فإن الخط يعطي سرعة عالية جدا في عملية التركيب حيث يتم تركيب الخط في يوم واحد فقط وبواسطة أربعة عمال فقط ويلزم لنقل الخط حاوية واحدة 40 قدم وحاوية أخرى 20 قدم لنقل ماكينات خلع الشنابر والمقص الهيدروليكي وبعض القطع الخارجية لخط الإنتاج. ويتم تركيب خط الإنتاج في الموقع بتثبيت الخط الرئيسي في الأرض بواسطة مسامير خاصة ثم يتم تركيب الأجزاء التي تم فكها أثناء الشحن وهي سير التغذية والقاعدة الخاصة به والهزاز العلوي للتغذية أيضا ومجموعة سيكلونات الهواء ومجموعة البراريم للتعبئة والقاعدة الخاصة بها. كما يتم تركيب سلم الصيانة في المكان الخاص به وتوصيل مصدر الكهرباء الرئيسي الي لوحة التحكم وتوصيل مصدر المياه الرئيسي الي نظام التبريد في الخط وبعد ذلك يتم تشغيل خط الإنتاج.
[عدل] تشغيل خط الإنتاج
يبدأ تشغيل خط الإنتاج بعد التركيب وتوصيل مدخل كهرباء واحد الي لوحة التحكم ومدخل مياه واحد الي نظام التبريد ثم يتم تشغيل الخط من لوحة التحكم فتظهر صورة الخط علي شاشة التشغيل وبها رسم تخطيطي لكل أنظمة الخط وإتجاهات دوران المحركات وأي أعطال طارئة تضهر أيضا علي شاشة التشغيل مع سماع صوت تحذير ورؤية إضاءة تخذيرية. ويتم تشغيل محركات الخط وهي 15 موتور كهربي يتم تشغيلها تدريجيا لضبط التحميل الكهربي علي الخط الخارجي ويتم ذلك آليا بمجرد تشغيل الخط من شاشة التشغيل في لوحة التحكم. وبعد تشغيل الخط يتم وضع الإطارات الكاملة علي سير التغذية بالمعدل الذي تم برمجة الخط عليه ويكون ذلك بوضع إطار واحد علي كل حاجز من الحواجز العرضية في السير ويجب أن لا يتجاوز قطر الإطار 90 سم وإلا فيجب استخدام المقص الهيدروليكي الذي يتم توريده مع الخط لتقسيم الإطارات الكبيرة الي نصفين أو أربعة قطع خسب حجم الإطار. كما يجب نزع الشنابر الحديدية من الإطارات قبل إدخالها لخط الإنتاج ويتم ذلك بواسطة ماكينة نزع الشنابر الهيدروليكية والتي يتم توريدها مع الخط أيضا وعادة ما تتم هذه التجهيزات للإطارات في مرحلة سابقة عن طريق نزع الشنابر وقص الإطارات الكبيرة. وبعد تغذية الإطارات التي تم تجهيزها يتم وضع العبوات الفارغة في وحدة التعبئة وضغط زر التعبئة والإنتظار حتي يتم تعبئة العبوات بالحجم الذي تمت البرمجة عليه وعند الوصول الي الحجم المطلوب تسمع إشارة صوتيه وضوئية مع تتوقف عملية التعبئة آليا لحين تغيير العبوة والضغط علي الزر مرة أخرى.
شكل جانبي لخط الإنتاج بعد التشغيل
كما يتم وضع صندوق تجميع الألياف والنايلون في مكانه والضغط علي زر تفريغ النايلون والأنتظار حتي يتم ملء الصندوق وبعد ذلك تتوقف عملية تفريغ النايلون لحين تبديل أو تفريغ الصندوق وإعادة التفريغ مرة أخرى بالضغط علي زر التفريغ. وكذلك يتم وضع صندوق لتجميع السلك في مكانه بالخط والإنتظار حتي يتم ملء الصندوق وسماع إشارة صوتية وضوئية لتفريغ الصندوق. ولا يتوقف خط الإنتاج أثناء عمليات التفريغ حيث أن الخط مزود بحاوبات داخلية تعمل أثناء عمليات تبديل العبوات ثم تفرغ نفسها آليا بعد يبديل العبوات والصناديق.
[عدل] نواتج تحليل 2500 كجم من نواتج خط الإنتاج
| حديد وأسلاك | 500—20% كجم |
| نايلون وألياف | 125—5%كجم |
| بودرة مطاط 0 - 0.5 مم | -- 16% 400 كجم |
| بودرة مطاط0.5 - 1 مم | -- 16% 400 كجم |
| بودرة مطاط 1 - 2 مم | -- 21% 525 كجم |
| بودرة مطاط 2 - 3 مم | -- 21% 525 كجم |
| شوائب | 0.5 % |
| رطوبة | 0.5 % |
| استهلاك الكهرباء | 222 ك.وات |
صورة تبين ما ينتج من تحليل منتجات خط الإنتاج
[عدل] بعض مجالات استخدام بودرة المطاط
تستخدم بودرة المطاط الناتجة من خط الإنتاج في العديد من المجالات مثل مصانع الأحذية و�



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
ساحة النقاش